近期,我校3044am永利集团3044noc张建华研究员团队陈旭升教授课题组在ε-聚赖氨酸高效提取方面取得重要进展,研究成果“Efficient purification of the antimicrobial peptide ε-poly-L-lysine from microbial culture medium with continuous ion-exchange chromatography”正式发表于Separation and Purification Technology (IF=8.6) (https://doi.org/10.1016/j.seppur.2024.126608)。
ε-聚赖氨酸(ε-poly-L-lysine,简称ε-PL)是一种由单一L-赖氨酸组成的抗菌肽,具有优异的抗菌活性和生物安全性,在食品保鲜、化妆品保质、饲料替抗、抗菌材料等领域具有广泛用途。目前,ε-聚赖氨酸的生产主要依靠从微生物发酵液中通过有效的分离提取,得到纯度超过95%的终端产品。在分离提取过程中,离子交换是ε-PL分离纯化的核心工序。然而,传统的间歇式固定床工艺存在ε-PL进料浓度低、树脂利用率低、酸碱消耗多、废水产生量大等问题,严重制约了ε-PL的高效提取和绿色生物制造。
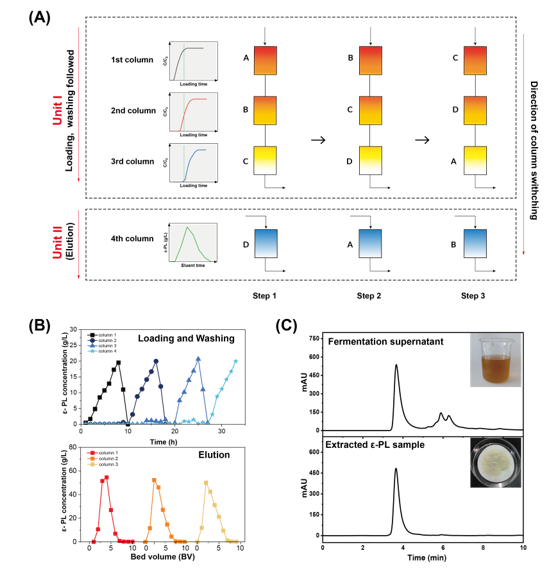
针对此问题,陈旭升教授课题组首先建立了强酸型阳离子树脂吸附提取ε-PL工艺,革除了传统依赖弱酸型阳离子树脂吸附提取ε-PL工艺,大幅降低了酸碱使用量和废水产生量。其次,为提高ε-PL进料浓度和树脂利用率,设计了四柱连续离子交换工艺,通过正交实验对操作方式和条件进行了系统优化,成功构建了连续性和稳定性均良好的的四柱序列连续离子交换分离纯化ε-PL工艺。与间歇式固定床相比,四柱序列连续离子交换工艺成功将ε-PL进料浓度从15 g·L-1提升到35 g·L-1,树脂吸附容量从133.36 mg·g-1提升到244.34 mg·g-1,树脂利用率从46.15%提升到84.69%,并节省了51.60%的水耗和58.86%的酸碱用量。最后,将新建立的连续离子交换技术整合到团队已有的ε-PL提取工艺中,实现ε-PL纯度96.57%、总收率73.10%。本研究首次将强酸型阳离子树脂应用于ε-PL分离提取领域,并建立了连续离子交换工艺,实现了ε-PL高效分离纯化和降碳减污,为大规模ε-PL绿色生物制造奠定了技术基础。
图形摘要
陈旭升教授为论文的通讯作者,我校2021级硕士生丁文燕为第一作者。上述研究得到了国家重点研发计划(2020YFA0907700)、江苏省重点研发计划(BE2022703)和合作企业的资助。
近年来,陈旭升教授课题组以ε-PL及其盐产品制造为导向,一方面不断强化上游高效细胞工厂创制和精密发酵技术研究,另一方面不断迭代下游分离纯化技术,通过生物制造上下游联动持续降低ε-PL及其盐制造成本。相关研究成果已发表在Sep Purif Technol (2024)、Microb Cell Fact (2023)、Front Microbiol (2023)、Appl Microbiol Biotechnol (2023),授权国内外发明专利10余项。目前,ε-PL及其盐生物制造整体技术已完成产业化,助力合作企业入选国家专精特新“小巨人”企业。